

How a Kansas-based aerospace company launched a welding department to better serve customers – By Katie Pacheco for AWS Welding Journal
Ultra-Tech Aerospace (UTA) didn’t always conduct its own in-house welding. A provider of manufacturing and distribution services to the commercial and defense aerospace industries, the Kansas-based company opened its doors in 1983 and originally catered to two businesses.
“I think they were successful being a niche supplier for two primary customers, and doing a very good job for those customers,” said Joseph Kane, UTA’s director of operations.
The family-owned business was purchased in 2013 by IBT Industrial Solutions, Merriam, Kans., but continued to operate as a separate division of IBT Aerospace. In 2015, the two corporate bodies joined forces under the name Ultra-Tech Aerospace. The merger has allowed UTA to expand its offerings and do more with greater efficiency and quality.
“Our parent company is modernizing processes and bringing in some more capital so we can upgrade, improve equipment, and continue to be a good supporter for our customers going forward,” explained Kane. “They also introduced a lot of new customers, so we became diversified to more than just the two primary customers we had in the old days.”
Today, the AS9100-certified company has 48 employees and serves more than 20 customers, the majority of which are associated with the aerospace industry. Aerospace military contracts for ground support equipment are UTA’s bread and butter. Some of its services include custom machine shop capabilities (e.g., milling, honing, grinding, assembly, etc.) as well as distribution of precision bearings and fittings for aerospace applications. According to Kane, what makes UTA stand out from other suppliers is its emphasis on engineering solutions and dedicated program management.
The company also separates itself from the crowd through its willingness to pursue different ventures. Most recently, after outsourcing its welding projects for decades, UTA decided to go out on a limb and try something new by adding in-house welding to its repertoire of services.
“There’s a certain skills set that we have in this building that’s hard to find, on the machine side. Ultra-Tech, even when it was a mom and pop shop, has always done a good job of retaining that skills set and making sure we have the best machinists in town. Now we’re trying to take our culture, our business model, and apply it to a new process, which is welding,” said Kane.
By creating a welding department, and getting it accredited, the company hopes to better serve the aerospace businesses that take advantage of its welding services.
“A great deal of the products we’re making for our customers are outsourced to various approved welders. By launching this welding department, by having that capability added to our tool belt, we’ll be able to support those customers better because we can do all of it in-house and not send it out for someone else to do,” said Kane.
Although the endeavor has not come without obstacles, UTA is now letting sparks fly in-house at its fully operational aerospace welding department.
Breaking New Ground: Inside UTA’s Welding Department
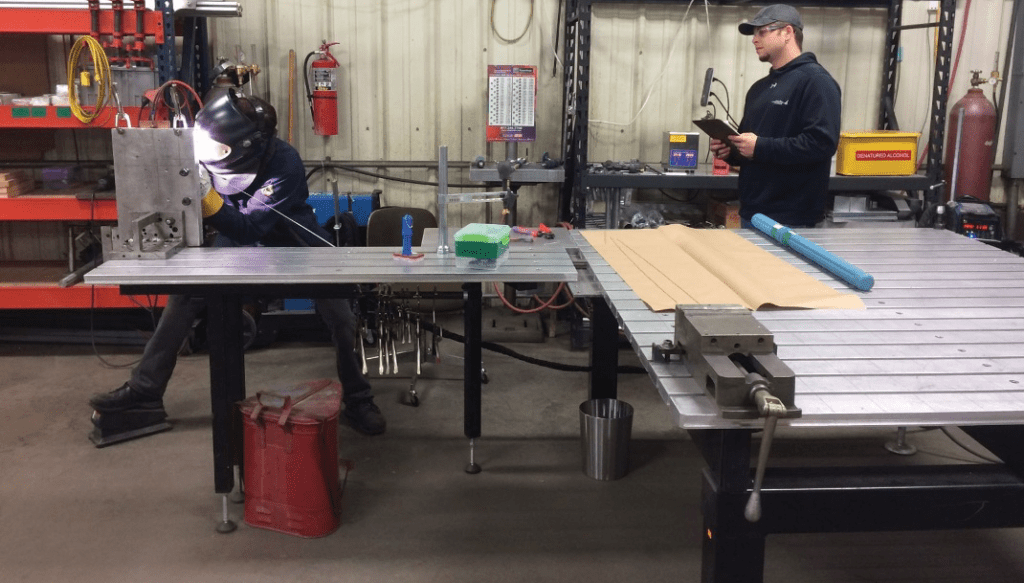
Ultra-Tech Aerospace began the process of launching a welding department from scratch about a year ago. Although its location has changed several times, the 500-sq-ft welding space is now located inside UTA’s warehouse (see lead photo). It houses two watercooled Miller Dynasty® 280 gas tungsten arc welding (GTAW) machines and three Millermatic® 350P gas metal arc welding (GMAW) machines.
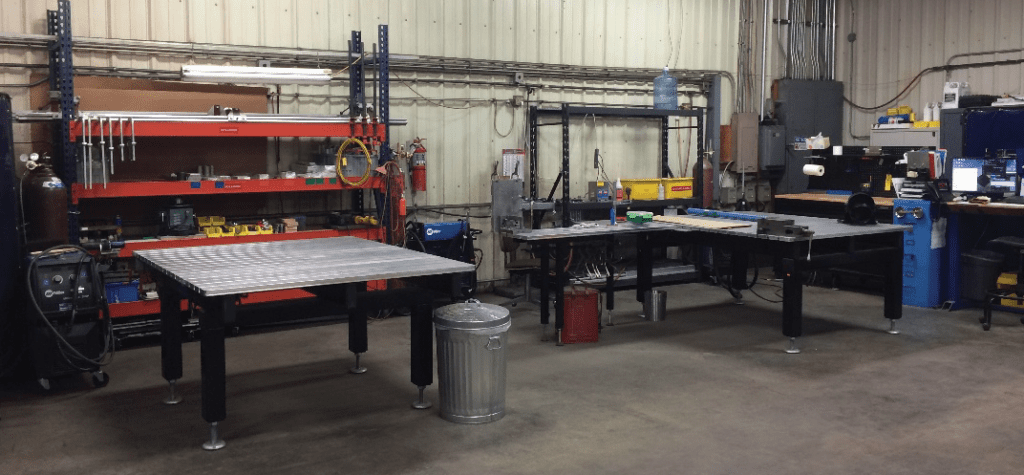

It also contains two Förster 1108 fixture tables with copper-aluminum alloy tabletop bars (Fig. 1) as well as one Förster 4400 custom three-phase electric rotating table (Fig. 2).
“The capability these tables have is amazing,” said Liana Payne, UTA’s welding process supervisor. “I have been talking about adapting the rotating table to hold the same tabletop bars as the flat tables. The rotating table is primarily for handrail and larger-frame builds.”
The department is also looking into purchasing fume extraction and filtration devices, plus a Miller Dynasty® 800 GTAW machine.
This includes setting up the space to comply with the stringent standards required in the aerospace industry. For example, Payne keeps everything color coded and separated according to metal type and grouping, such as the tungsten holder, abrasives container, and filler metal container. This helps eliminate metal cross contamination, which can impact the finished product’s performance.
The welding shop also has a designated cleaning space for small metal parts, as well as a fire container for used cleaning rags. Payne asserts that the cleaning and prepping requirements for aerospace applications are stricter than those found throughout the welding industry. When she receives the parts from UTA’s machining shop, she makes sure to properly clean all base metals prior to welding using denatured alcohol, or Weld-O preweld cleaner when working with aluminum parts.
Another vital part of the new welding department is Payne herself, the company’s only welder. She has 20 years of experience in the welding industry, and has spent some time as a welding inspector under the tutelage of an American Welding Society Senior Certified Welding Inspector. In the year she has been with UTA, Payne has played an integral role, along with Kane, in helping the welding department get up and running.
After prepping the base materials, Payne then welds according to the welding procedure specification. Although UTA’s welding department sees a variety of metals, its most commonly welded metal is aluminum, and its most-utilized process is GTAW.
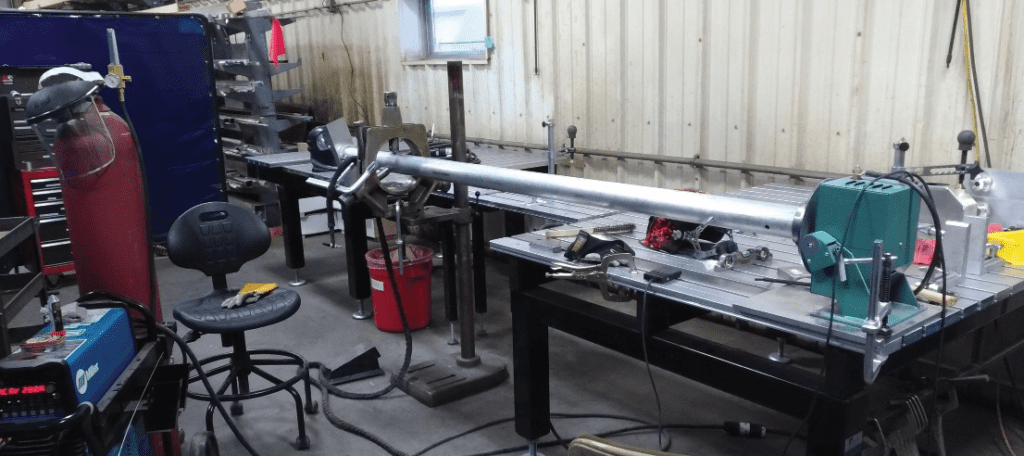


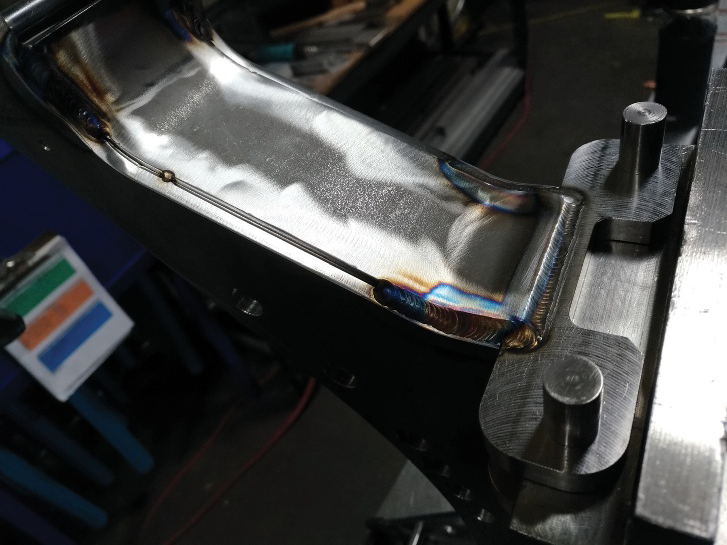
Some of the components welded inhouse include chromium-molybdenum aero adaptors, which are utilized for military applications — (Fig. 3). Before Payne took over the department, about 200 aero adaptors were shipped for outside welding. Since then, she has welded approximately ten aero adaptors, each consisting of three individual parts. The department has also welded aluminum steering bars for a military application (Fig. 4), stainless steel forklift pockets for lifting a spreader bar setup (Fig. 5), and aluminum support arms for military use (Fig. 6).
Approximately 20 welding contracts have been completed in-house since the inception of UTA’s aerospace welding department one year ago.
“We’re not doing a lot of welding, but we’re working toward that…The only materials we are working with right now are aluminum, carbon steel, and stainless steel, so we’re not pushing a lot of volume through here yet,” said Kane. “The way our customers work, each of them has to come by and approve our process before we can start working for them, so the launch of the program is a slow and tedious process, but we’re moving along.”
The Next Stage: Nadcap Accreditation
Even though the welding department is operational and taking on projects, UTA is still outsourcing 30 to 35 welding jobs per year, but this will change once it passes its National Aerospace and Defense Contractors Accreditation Program (Nadcap) audit, which is scheduled for Dec. 9.
In the meantime, UTA is still able to perform welding for some companies because it is conditionally approved for Nadcap Class B ground support.
“We are currently welding in-house when we are authorized to do so. We have customers who allow us to do welding for them, and we have customers waiting for us to get Nadcap approved first,” explained Kane.
The company recently conducted an internal audit to prepare for its Nadcap audit and discovered a few areas that need to be improved. Having never been through a Nadcap audit before, the rigorous process has been a learning experience for the team. However, they are proud of both the progress they have made and the highend welds that are being produced.
“We have the standards and we understand the expectations, but getting through an audit and making sure you’re meeting Nadcap expectations is challenging if you’ve never done it before,” said Kane. “We’re a little unsure of ourselves in certifying this process, but there’s no doubt about the work we’re putting out the door. The welds are extremely high quality and the machine shop is making good parts.”
After the December audit, UTA will have 30 days to implement any recommended changes, so the department is expected to be Nadcap accredited in January 2020.
Looking back at the long accreditation process, Kane wishes they didsome things differently to facilitate and expedite the process. His recommendation to others pursuing accreditation is to work with an experienced person or third-party consultant.
“My advice would be to find someone who has done this before. Liana and I have been figuring things out as we go along. Working with someone who’s been through the Nadcap process and understands the expectations would have been quicker and easier,” he said.
However, Payne is hopeful UTA’s experience will serve as a roadmap for other companies that want to become Nadcap accredited.
“I think it’s going to be a tremendous benefit for the aerospace community as we continue to build this and demonstrate how you take a company with no welding experience and get them Nadcap certified,” she said.
The hard work put into the welding department will be especially beneficial for UTA and is expected to herald many positive changes. For instance, it’s slated to help the company save money by reducing the amount of welding projects it outsources. It may also allow UTA to expand its offerings and churn out high-quality projects at a faster rate.
“This will make our relationship with customers stronger because we’ll be more of a one-stop shop. By welding in house, our lead times will drop as much as a month on any major project because we won’t have to ship it out and get into somebody else’s schedule,” explained Kane. “By being able to support our customer with shorter lead times and reduced costs, I have no doubt that it will bolster the company by bringing in quite a bit more work.”
To handle the increased work volume, Kane plans to hire a new welder sometime next year. He also predicts other departments within the company may need to hire as many as five new employees in the future to manage the additional workload.
Tackling Aerospace Hurdles
As UTA’s welding department continues to expand with increased demand, it has come upon several obstacles unique to the aerospace industry.
For instance, according to Payne, UTA may have to invest in an expensive welding machine for thick aluminum applications to avoid having to purchase helium, which is currently a high-cost shielding gas due to its shortage.
“Unfortunately, helium gas is extremely difficult to get ahold of and virtually impossible for a new company in our position that’s not on a contract with a gas provider, so that’s proven to be very challenging,” explained Payne. “I can’t get it, and it is so valuable in high-end welding. It is very challenging working around that.”
Another hurdle the company will likely encounter deals with the lack of skilled welders. This workforce shortage is particularly felt in the aerospace industry where welds are held to a higher standard. When the time comes to hire another welder for the new welding department, Payne predicts it may prove difficult to find someone with the appropriate knowledge and skills.
“Finding ‘the right’ people is a huge challenge for all high-end welding,” she affirmed.
Flying into the Future
Like the famous science-fiction writer Douglas Adams said, “Flying is learning how to throw yourself at the ground and miss.” Although UTA has experienced challenges on its yearlong journey toward launching a Nadcap-accredited aerospace welding department, the company is producing high-quality welds and is slated to reduce costs, improve lead times, and increase revenue once the department takes full flight after its Nadcap audit. Additional expansions are expected in the future as the welding department continues to grow to meet the new demands.
“It’s always going to be improving and getting better,” affirmed Kane.
To learn more about Ultra-Tech Aerospace, visit utaero.com
This article and images are property of Ultra-Tech and AWS Magazine
 Ergofix is a welding manipulator that enables welders to adjust the height of the welding table, and manually rotate and tilt it. Because the welding table is infinitely adjustable in height, they can lower it to work over the metal or raise it to make the underneath parts more accessible. The height range is from 27.2 to 39 inches.
Ergofix is a welding manipulator that enables welders to adjust the height of the welding table, and manually rotate and tilt it. Because the welding table is infinitely adjustable in height, they can lower it to work over the metal or raise it to make the underneath parts more accessible. The height range is from 27.2 to 39 inches. Many welders work with various types of steel including carbon steels, low-alloy steels, and stainless steels. Within these groupings, there are many different and more specific types of steel, the most common of which is mild steel, a type of carbon steel. While mild steel contains between 0,15 and 0,35 percent carbon, stainless steel contains considerably more chromium (at least 10 percent) than any other types of steel, and it doesn’t rust or corrode.
Many welders work with various types of steel including carbon steels, low-alloy steels, and stainless steels. Within these groupings, there are many different and more specific types of steel, the most common of which is mild steel, a type of carbon steel. While mild steel contains between 0,15 and 0,35 percent carbon, stainless steel contains considerably more chromium (at least 10 percent) than any other types of steel, and it doesn’t rust or corrode.


 One organization that has collated studies and research results is the American Society of Safety Engineers (ASSE) that lists both short-term and long-term effects of exposure to welding fumes. Common short-term effects range from eye, nose, ear, throat and chest irritations to coughing and shortness of breath, bronchitis, pneumonitis (the inflammation of the lungs), encephalopathy (a syndrome that results in brain dysfunction) and nausea. Another short-term effect is known as metal fume fever that has flu-type symptoms that last between 24 and 48 hours.
One organization that has collated studies and research results is the American Society of Safety Engineers (ASSE) that lists both short-term and long-term effects of exposure to welding fumes. Common short-term effects range from eye, nose, ear, throat and chest irritations to coughing and shortness of breath, bronchitis, pneumonitis (the inflammation of the lungs), encephalopathy (a syndrome that results in brain dysfunction) and nausea. Another short-term effect is known as metal fume fever that has flu-type symptoms that last between 24 and 48 hours.